钻头在我们的日常生活中很常见。钻头是一种头端具有旋转切削能力的工具。一般由碳钢或高速钢SKH2、SKH3等材料经铣削或轧制、淬火、回火和热处理、磨削制成。它用于在金属或其他材料上钻孔。它有非常广泛的应用,可用于钻床、车床、铣床、手电钻和其他工具。对于第一次接触钻头的朋友来说,他们不可避免地会对钻头如何快速耐用产生怀疑。别担心,让我详细解释一下钻头的类型以及它们如何快速耐用,这对你可能会有帮助。
钻头的类型
A.按结构分类
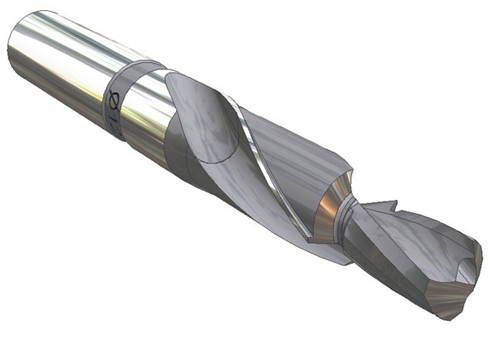
(1)整体式钻头:钻头、钻头体和钻柄由同一种材料整体制成。
(2)对于端焊钻头,钻头顶部用碳化物焊接。
B.按钻孔分类
(1)直柄钻头:直径小于13.0毫米的钻头均为直柄。
(2)锥柄钻头:钻头柄为锥形,一般锥度采用莫氏锥度。
C.按用途分类
(1)中心钻头:一般用于钻孔前钻中心点。前端的锥面有60、75、90等。为了在车床操作期间支撑尾座,应该使用60度中心钻来匹配尾座的60度中心。
(2)麻花钻:是工业生产中使用最广泛的钻头之一。我们通常使用麻花钻。
(3)超硬钻头:的前端由超硬合金刀具材料或全部材料制成,用于加工材料的钻孔加工。
(4)油孔钻:的钻体有两个小孔,切削剂通过这两个小孔到达切削刃,带走热量和碎屑。使用这种钻头,当钻头静止时,一般工作物体旋转。
(5)深孔钻:最初用于钻桶和石覆层,也称为桶钻。深孔钻头为直槽式,在圆管中切出四分之一部分以产生切削刃排屑。
(6)对于批量生产,钻头铰刀:在前端具有钻头,在后端具有铰刀。钻头和铰刀的直径仅与铰孔的公差不同。一些钻头也用于攻丝,所以它们也被称为混合钻头。
(7)加工模具进料口时,可使用锥形钻头:
(8)圆柱孔钻:被称为埋头铣刀,并且该钻的前端具有较小直径的部分,称为轨迹杆。
(9)锥孔钻:用于钻锥孔。它的前端有不同的角度,如90度和60度。我们使用的倒角刀具是锥孔钻的一种。
(10)三角钻头:一种用于电钻的钻头,钻柄做成三角面,以便卡盘能牢固地固定钻头。
钻头如何快速耐用?
1.切割边缘应与砂轮表面齐平。
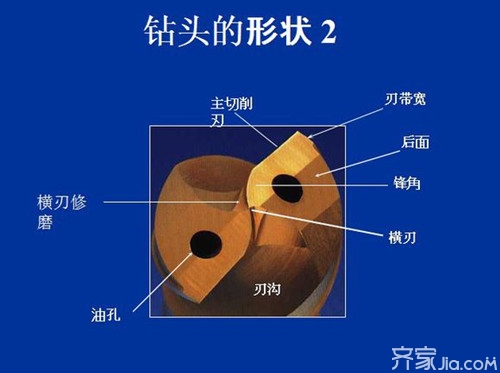
在研磨钻头之前,钻头的主切削刃和砂轮表面必须放置在一个水平面上,也就是说,当切削刃接触到砂轮表面时,整个刀刃必须被研磨。这是钻头和砂轮之间相对位置的第一步。位置设定后,慢慢靠在砂轮表面。
钻头的轴线应该与砂轮表面成60度角倾斜。
这个角度是钻头的前角。如果此时角度不正确,将直接影响钻头顶角的大小、主切削刃的形状和横刃斜角。这指的是钻头轴线和砂轮表面之间的位置关系,可以在60度处精确地看到。这里,在刃磨钻头之前,应注意相对水平位置和角度位置。两者都应该全面考虑。不要忽略设置角度来设置切削刃,或者忽略设置切削刃来设置角度。
3.从刀刃上磨回来。
在切削刃与砂轮接触后,必须从主切削刃向后磨削,也就是说,钻头的切削刃首先与砂轮接触,然后沿着整个侧面慢慢向下磨削。当钻头切入时,可以轻轻接触砂轮,先用少量刃磨,观察均匀性
这是标准的钻头研磨动作。主切削刃应在砂轮上上下摆动,即握住钻头前部的手应在砂轮表面均匀地上下摆动。但是,握住手柄的手不能摆动,必须防止后手柄向上倾斜,即钻头的尾部不能倾斜到砂轮的水平中心线以上,否则切割刃会变钝而不能切割。这是最关键的一步。钻头磨损得好不好与它有很大关系。当研磨大致相同时,从刀刃开始,轻轻摩擦后角,使刀片背面更光滑。

确保叶尖与轴线相反,两侧对称且缓慢修复。
打磨一个边缘后,打磨另一个边缘。必须确保边缘在钻轴的中间,并且两侧的边缘应该对称。经验丰富的大师会在光线的映衬下观察钻头的对称性,然后慢慢地打磨它。钻头切削刃的后角一般为10 ~ 14,角度大,切削刃过薄,钻孔时振动剧烈,孔口呈三角形或五边形,切屑呈针状;如果后角小,钻进时轴向力很大,不易切入,切削力增大,温度大幅上升,钻头严重发热,甚至无法钻进。后角磨削是合适的,前端居中,两个边缘对称。钻孔时,钻头排屑轻,无振动,孔径不会扩大。
6.两次刃磨后,对于直径较大的钻头,应注意刃磨钻头尖。
钻头磨尖两次后,两个边缘的尖端会有一个平面,这将影响钻头的中心定位。有必要在边缘后形成一个反向角度,以最小化边缘尖端的平面。方法是竖立钻头,使其与砂轮的角度对齐,并在叶片后面的根部倒一个小凹槽,靠着叶片顶端。这也是钻头对中和轻轻切削的一个要点。需要注意的是,在修整刃尖倒角时,不能磨损主切削刃,否则会使主切削刃的前角变大,直接影响钻孔。
当然,研磨钻头没有明确的公式。有必要在实际操作中积累经验。通过比较、观察和反复试验,钻头一定会磨得更好。
编者按:以上是如何合理研磨和使用钻头以延长钻头使用寿命的介绍。我希望它能帮助需要它的朋友!更多信息,请继续关注我们的网站,更多精彩的内容将在未来呈现。你也可以去齐家购物中心购买更多你喜欢的产品。
如果您对网站的品牌合作、内容合作和广告投放感兴趣,请发送电子邮件至yehua@qeeka.com。
合金钻头
少量
水钻品牌
如何装饰阁楼
如何申请装修贷款
南充装修装饰网提供南充装修公司排名与装饰公司排名,让您轻松找到靠谱的装修公司及装修效果图。网站免费发布南充装修招标,找优质家装、工装公司就到南充装修网!本文主要介绍了关于专业人士分享:钻头怎么磨又快又耐用的详细装修介绍和相关装修说明,装修问答栏目还介绍了装修行业好不好及怎么样的问题,关注装修问答更多栏目内容,注重系统性、科学性、实用性和先进性,内容全面新颖、重点突出、通俗易懂,全面给您讲解装修问答怎么挑选选哪个的要点,是您装修问答装修参考的小助手。
以上文章来自互联网,不代表本人立场,如需删除,请注明该网址:http://www.dajiafc.com/article/195123.html





钻头在我们的日常生活中很常见。钻头是一种头端具有旋转切削能力的工具。一般由碳钢或高速钢SKH2、SKH3等材料经铣削或轧制、淬火、回火和热处理、磨削制成。它用于在金属或其他材料上钻孔。它有非常广泛的应用,可用于钻床、车床、铣床、手电钻和其他工具。对于第一次接触钻头的朋友来说,他们不可避免地会对钻头如何快速耐用产生怀疑。别担心,让我详细解释一下钻头的类型以及它们如何快速耐用,这对你可能会有帮助。
钻头的类型
A.按结构分类
(1)整体式钻头:钻头、钻头体和钻柄由同一种材料整体制成。
(2)对于端焊钻头,钻头顶部用碳化物焊接。
B.按钻孔分类
(1)直柄钻头:直径小于13.0毫米的钻头均为直柄。
(2)锥柄钻头:钻头柄为锥形,一般锥度采用莫氏锥度。
C.按用途分类
(1)中心钻头:一般用于钻孔前钻中心点。前端的锥面有60、75、90等。为了在车床操作期间支撑尾座,应该使用60度中心钻来匹配尾座的60度中心。
(2)麻花钻:是工业生产中使用最广泛的钻头之一。我们通常使用麻花钻。
(3)超硬钻头:的前端由超硬合金刀具材料或全部材料制成,用于加工材料的钻孔加工。
(4)油孔钻:的钻体有两个小孔,切削剂通过这两个小孔到达切削刃,带走热量和碎屑。使用这种钻头,当钻头静止时,一般工作物体旋转。
(5)深孔钻:最初用于钻桶和石覆层,也称为桶钻。深孔钻头为直槽式,在圆管中切出四分之一部分以产生切削刃排屑。
(6)对于批量生产,钻头铰刀:在前端具有钻头,在后端具有铰刀。钻头和铰刀的直径仅与铰孔的公差不同。一些钻头也用于攻丝,所以它们也被称为混合钻头。
(7)加工模具进料口时,可使用锥形钻头:
(8)圆柱孔钻:被称为埋头铣刀,并且该钻的前端具有较小直径的部分,称为轨迹杆。
(9)锥孔钻:用于钻锥孔。它的前端有不同的角度,如90度和60度。我们使用的倒角刀具是锥孔钻的一种。
(10)三角钻头:一种用于电钻的钻头,钻柄做成三角面,以便卡盘能牢固地固定钻头。
钻头如何快速耐用?
1.切割边缘应与砂轮表面齐平。
在研磨钻头之前,钻头的主切削刃和砂轮表面必须放置在一个水平面上,也就是说,当切削刃接触到砂轮表面时,整个刀刃必须被研磨。这是钻头和砂轮之间相对位置的第一步。位置设定后,慢慢靠在砂轮表面。
钻头的轴线应该与砂轮表面成60度角倾斜。
这个角度是钻头的前角。如果此时角度不正确,将直接影响钻头顶角的大小、主切削刃的形状和横刃斜角。这指的是钻头轴线和砂轮表面之间的位置关系,可以在60度处精确地看到。这里,在刃磨钻头之前,应注意相对水平位置和角度位置。两者都应该全面考虑。不要忽略设置角度来设置切削刃,或者忽略设置切削刃来设置角度。
3.从刀刃上磨回来。
在切削刃与砂轮接触后,必须从主切削刃向后磨削,也就是说,钻头的切削刃首先与砂轮接触,然后沿着整个侧面慢慢向下磨削。当钻头切入时,可以轻轻接触砂轮,先用少量刃磨,观察均匀性
这是标准的钻头研磨动作。主切削刃应在砂轮上上下摆动,即握住钻头前部的手应在砂轮表面均匀地上下摆动。但是,握住手柄的手不能摆动,必须防止后手柄向上倾斜,即钻头的尾部不能倾斜到砂轮的水平中心线以上,否则切割刃会变钝而不能切割。这是最关键的一步。钻头磨损得好不好与它有很大关系。当研磨大致相同时,从刀刃开始,轻轻摩擦后角,使刀片背面更光滑。
确保叶尖与轴线相反,两侧对称且缓慢修复。
打磨一个边缘后,打磨另一个边缘。必须确保边缘在钻轴的中间,并且两侧的边缘应该对称。经验丰富的大师会在光线的映衬下观察钻头的对称性,然后慢慢地打磨它。钻头切削刃的后角一般为10 ~ 14,角度大,切削刃过薄,钻孔时振动剧烈,孔口呈三角形或五边形,切屑呈针状;如果后角小,钻进时轴向力很大,不易切入,切削力增大,温度大幅上升,钻头严重发热,甚至无法钻进。后角磨削是合适的,前端居中,两个边缘对称。钻孔时,钻头排屑轻,无振动,孔径不会扩大。
6.两次刃磨后,对于直径较大的钻头,应注意刃磨钻头尖。
钻头磨尖两次后,两个边缘的尖端会有一个平面,这将影响钻头的中心定位。有必要在边缘后形成一个反向角度,以最小化边缘尖端的平面。方法是竖立钻头,使其与砂轮的角度对齐,并在叶片后面的根部倒一个小凹槽,靠着叶片顶端。这也是钻头对中和轻轻切削的一个要点。需要注意的是,在修整刃尖倒角时,不能磨损主切削刃,否则会使主切削刃的前角变大,直接影响钻孔。
当然,研磨钻头没有明确的公式。有必要在实际操作中积累经验。通过比较、观察和反复试验,钻头一定会磨得更好。
编者按:以上是如何合理研磨和使用钻头以延长钻头使用寿命的介绍。我希望它能帮助需要它的朋友!更多信息,请继续关注我们的网站,更多精彩的内容将在未来呈现。你也可以去齐家购物中心购买更多你喜欢的产品。
如果您对网站的品牌合作、内容合作和广告投放感兴趣,请发送电子邮件至yehua@qeeka.com。
合金钻头
少量
水钻品牌
如何装饰阁楼
如何申请装修贷款
如需了解更多相关内容请关注 杭州尚品装修网装饰。





















